Products Vibration Monitoring
Product Appliction
Simple application of Vibration Quality Control using
AV308-X
AV308-X is a new concept vibration measurement analysis module
with the size of a general three-axis accelerometer that aggregates
MEMS sensors, CPU, WiFi and USB interface.
Let’s see what can we do using this new concept of vibration
measurement analysis module.
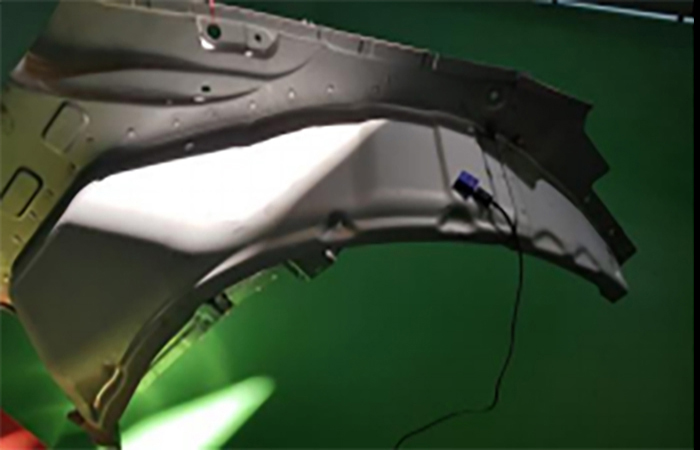
The AV308-X has 2Mbit of memory and 240MHz of CPU inside. Using
this function, we want to control the quality of welding results of
simple welding structures.
In general, to test the dynamic characteristics of a structure, the
impact force of the impact hammer and the FRF of the structure
behavior should be used. However, in order to simplify the quality
check of the welding condition of the structure, the vibration auto
spectrum of the structure by impact hammer testing is sufficient.
Time data is acquired from the MEMS accelerometers built into AV308-
X. Hanning Window is activated when you select Free Run,
Exponential Window is activated when Trigger is selected, and the CPU
is programmed to obtain Auto-spectrum with 75% overlap.
In addition, the obtained Auto-spectrum examines whether the peak value exists in
the specified frequency area and checks whether the peak value
corresponds to the set value to make a final decision.
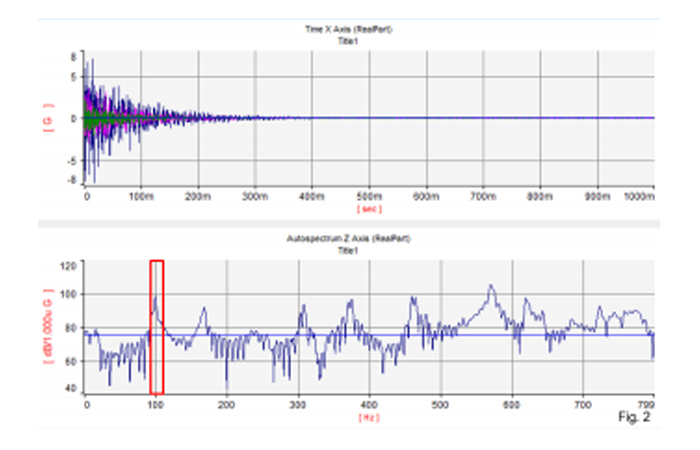
The above figure shows the result of frequency analysis with separate software after receiving time data from AV308-X. If you can make software, you can freely create and use it, but in most cases it is not.
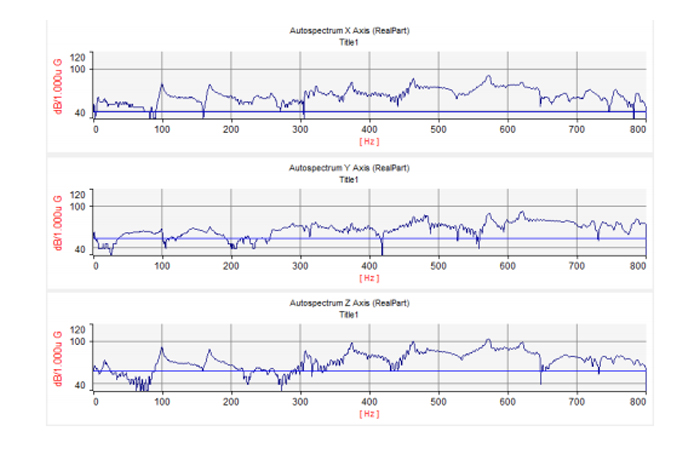
The above picture shows the result of transmission of Autospectrum from AV308-X. This has also been simple, but you still have to make the software separately.
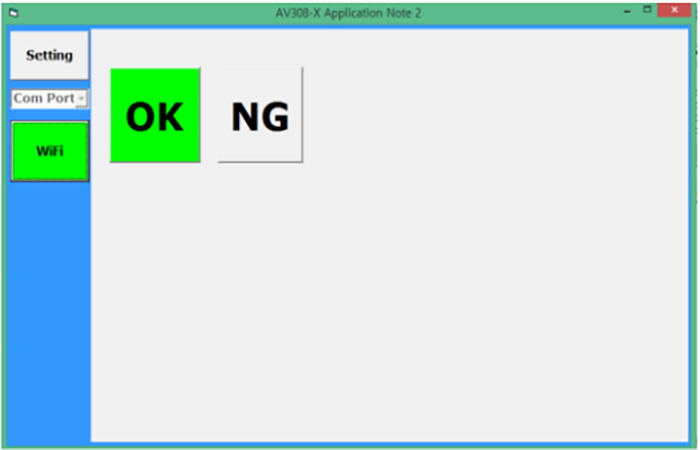
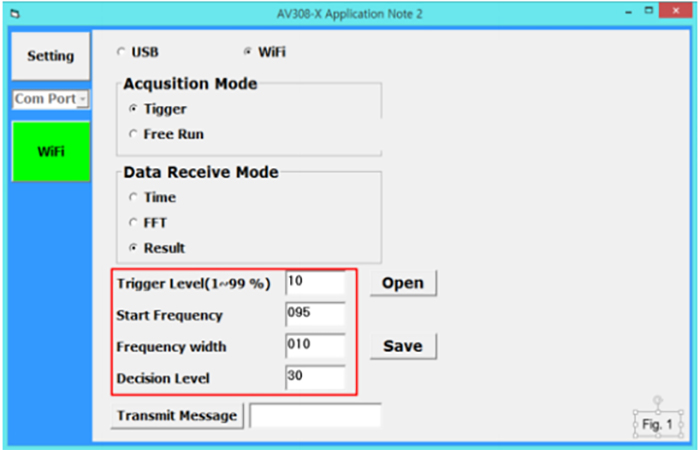
By sending the setting values in the red line box in Fig.1 to
AV308-X,
you can make an OK or NG decision based on the setting values.
If a peak exists at the set value of Fig.2, Start Frequency 95Hz,
Frequency Width 10Hz, and its peak value is above 30mG, judge it OK.
If the peak does not exist at Start Frequency 95Hz, Frequency Width
10Hz, make a decision it as NG because it means that welding
strength is not sufficient.
The Specification of AV308-X
This item includes the following features :
- Embedded 3-axis 16bit resolution MEMS Accelerometer
- WiFi direct
- Compact & light size for the improvement of measurement sensitivity (20*21*10mm)